苏州市企淘网络科技有限公司 PLC工程师|非标自动化培训|机构工程师|视觉设计
18136190590

2024-11-09 00:32:42
资金投入。设备改造通常需要较大的资金投入,包括设备采购、技术研发、施工安装等费用。对于一些中小企业来说,资金压力可能是制约设备改造的重要因素。对策:合理规划资金,制定科学的预算方案,优化资金使用结构。同时,可以寻求的政策支持和资金补贴,利用金融机构的借款和融资渠道,或者与其他企业开展合作,共同分担改造费用。再是风险控制。设备改造存在一定的风险,如技术风险、施工风险、市场风险等。如果改造方案不合理、施工质量不过关或者市场需求发生变化,可能导致改造效果不理想,甚至造成投资损失。对策:加强风险评估和管理,建立完善的风险预警机制和应对措施。在改造前,对可能出现的风险进行充分的评估和分析,制定相应的风险预案。在改造过程中,加强对施工质量和进度的监控,及时调整改造方案,降低风险发生的概率。 设备改造后的设备外观更加美观,符合企业形象。宁波设备改造开发

设备改造还能够降低企业的生产成本。一方面,通过对设备进行节能改造,采用新型节能技术和设备,可以降低能源消耗,减少能源费用支出。另一方面,通过提高设备的生产效率和减少废品率,可以降低单位产品的生产成本。同时,延长设备的使用寿命,减少设备更新的频率,也可以降低企业的设备投资成本。在实际的企业运营中,有许多成功的设备改造案例。比如,某食品加工企业对其生产线进行了自动化改造,引入了机器人包装系统和智能监控设备,不仅提高了生产效率,减少了人工操作的误差,还降低了生产成本,提升了产品的质量和安全性。宁波设备改造开发设备改造工作的成功离不开团队的协作和努力。

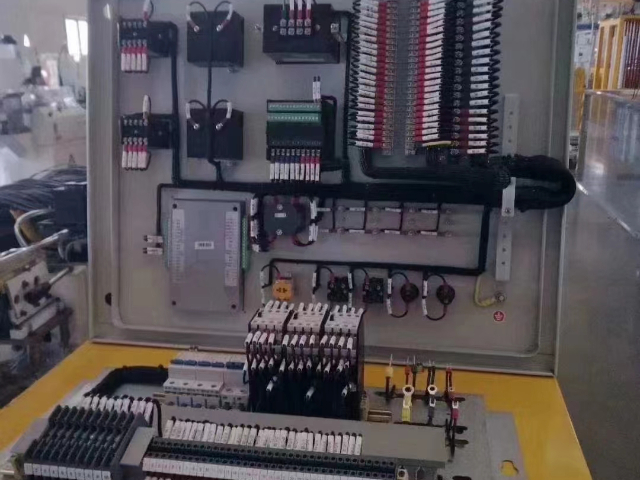
案例三:某食品加工企业的包装生产线改造该企业的包装生产线由于设备自动化程度低,人工操作环节多,生产效率低下,劳动强度大。为了提高生产效率,降低劳动成本,企业决定对生产线进行自动化改造。在改造过程中,首先对包装机、灌装机等设备进行了自动化升级,采用了自动送料、自动灌装、自动封口等技术,减少了人工操作环节。然后,对生产线的输送系统进行了自动化改造,采用了自动输送线和分拣系统,实现了产品的自动输送和分拣。同时,对生产线的控制系统进行了智能化改造,采用了PLC控制和触摸屏操作,提高了生产线的运行稳定性和操作便利性。经过改造,包装生产线的生产效率提高了80%,劳动成本降低了50%,同时产品的包装质量也得到了明显提升。
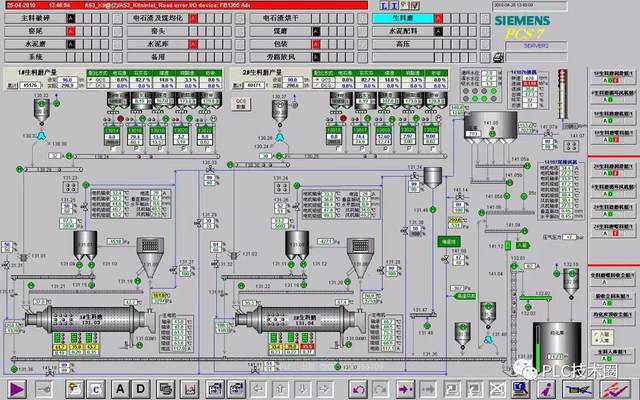
食品加工设备自动化改造的主要方式(一)控制系统升级引入先进的PLC(可编程逻辑控制器)或DCS(分布式控制系统),实现对设备运行的精确控制和智能化管理。(二)机械结构优化改进设备的传动、输送和加工部件,提高运行稳定性和效率。(三)传感器与监测技术应用安装各类传感器,实时监测设备状态、生产参数和产品质量,为及时调整和故障预警提供数据支持。(四)机器人与自动化生产线集成利用机器人完成复杂的操作任务,如分拣、包装等,构建全自动化的生产线。创新的维修模式在设备改造中提高了设备可用性。

生产效率提升:对比改造前后单位时间内的产量,计算产量的增长百分比。考察生产周期的缩短情况,例如原本生产一批产品需要的时间与改造后的时间对比。产品质量改善:统计改造后产品的合格率和优良品率的提高幅度。评估产品质量的稳定性和一致性,减少因质量问题导致的废品和返工。成本降低:人工成本:计算因自动化减少的人工数量,以及相应的人工成本节省。原材料成本:通过更精确的控制,减少原材料的浪费和损耗。维修成本:对比改造前后设备的维修频率和维修费用。严格的质量检验确保设备改造后的产品质量稳定。宁波设备改造开发
合理安排设备改造进度,减少对生产的影响。宁波设备改造开发
在设备改造的流程中,有几个关键环节需要特别关注。一是需求的准确把握。需求分析的准确性直接关系到改造方案的合理性和有效性。如果需求分析不充分或不准确,可能导致改造方案无法满足企业的实际需求,造成资源的浪费和时间的延误。二是方案的科学设计。方案设计是设备改造的关键环节,需要综合考虑技术、经济、施工等多方面的因素,确保方案的可行性和可靠性。同时,要充分借鉴国内外先进的技术和经验,不断优化和创新设计方案。三是施工质量的控制。施工质量直接影响到改造后的设备性能和使用寿命。在施工过程中,要建立严格的质量控制体系,加强对施工人员的培训和管理,确保施工质量符合设计要求和相关标准。四是调试与验收的严格把关。调试与验收是检验设备改造效果的重要手段,要制定详细的调试与验收方案,严格按照标准和程序进行操作,确保设备能够稳定、高效地运行。宁波设备改造开发